

使用iEDX 150WT应对IPC4552A化镍浸金镀层测试应用方案
一、引荐
印制电路板在生产过程中最重要的指标是能在铜表面上形成一个长期稳定,厚度均匀的镀层。镀层首要目的是防止电路板中的铜接触空气后发生氧化,其次是提供一个可焊的表面,适合所有的表面贴装和通孔组装,并且有适当的保存期限。
印制电路板表面处理由单层或多层金属镀层构成,单个镀层如:浸锡,浸银;多个镀层如:镍金,镍钯金。每种镀层结构均具有其自身的特殊性及工艺的复杂性,表现在镀层的稳定性,使用成本和寿命等各方面的优缺点。
IPC发布的《IPC-4552A印制板化学镍/浸金(ENIG)规范》(以下简称ENIG),旨在帮助印制板制造商在PCB生产过程中改进工艺环节,提升产品可靠性。在规范中,IPC详细的描述每种类型的金属镀层表面适合的厚度,包括如何使用XRF分析仪准确测量厚度,且包含应满足XRF分析仪准确测量所需的条件。
二、镍/金(ENIG)镀层要求
ENIG是沉积在以铜为基底金属上的一个两层表面处理。ENIG由镍作为基础层,最外层沉积一层薄薄的金层。
|
检验 |
等级/测试频率(A.Q.L.) |
要求 |
||||
|
测试项目 |
测试方法 |
1 |
2 |
3/3A |
备注 |
|
|
总则 |
||||||
|
外观 |
外观 |
4.0 |
2.5 |
1.0 |
镀层平整且完全覆盖被镀覆表面 |
|
|
浸镍厚度 |
XRF分析法 |
6.5 |
4.0 |
2.5 |
在一个焊盘尺寸为1.5*1.5mm(0.06* 0.06in)或等效面积上进行测量,在相对平均值±4σ (标准偏差)时测量值为3-6μm(120-240μin) |
|
|
浸金厚度 |
XRF分析法 |
6.5 |
4.0 |
2.5 |
在一个焊盘尺寸为1.5*1.5mm或等效面积上进行测量,在相对平均值-4σ (标准偏差)时测量值≥0.05μm(2μin) |
|
|
物理性能 |
||||||
|
附着力 |
IPC-TM-650 |
6.5 |
4.0 |
4 |
没有镀层或阻焊层剥离的迹象 |
|
|
可焊性 |
J-STD-003 |
4.0 |
2.5 |
2.5 |
参阅使用的性能范围 |
|
|
需要力的测量时,在指定的规定条款下使用 |
测力实验 |
4.0 |
2.5 |
2.5 |
锡铅共晶测试最小值为0.14m_/mm。SAC305测试最小值为0.19m_/mm。 |
|
|
环境性能 |
||||||
|
SIR |
IPC-TM-650/GR78-Core |
如有需求时,可接受质量水平(AQL)应当由供需双方协商确定 |
1.0E+08ohms |
|||
|
清洁度 |
IPC-TM-650/GR78-Core |
如有需求时,可接受质量水平(AQL)应当由供需双方协商确定 |
参阅适用的性能规范 |
|||
|
电化学腐蚀 |
IPC-TM-650 |
如有需求时,可接受质量水平(AQL)应当由供需双方协商确定 |
仅需双方协商确定 |
|||
摘自ENIG规范表3-1要求
三、化学镍/金厚度
在相对平均值为±4σ(标准偏差)时,在焊盘尺寸为1.5*1.5mm(0.060×0.060in)或等效的面积下测量的化学镍厚度应当为3-6μm(120-240μin),标准特征尺寸公差采用IPC-6010标准系列的要求。
在低于平均值-4σ(标准偏差)时,最小浸金厚度应当大于等于0.05μm(2μin),焊盘尺寸为1.5*1.5mm(0.060*0.060in)或等效的面积,标准特征尺寸公差采用IPC-6010标准系列的要求。
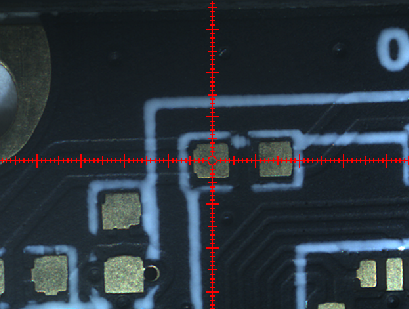
在某些设计中可能没有该指定焊盘面积的特征尺寸,则需使用备用的焊盘尺寸。使用X射线荧光分析仪的准直器应始终小于用于测量的焊盘。具体的准直器不应该超过所测量的特征焊盘尺寸的30%。对于较小尺寸的焊盘,测量时间需要随准直器面积的减少而相应的增加。
四、消除外界干扰,让测量水到渠成
当使用XRF系统在测量ENIG镀层厚度时,下面列出了潜在的误差:
1、PCB环氧树脂层压板通常含有溴的阻燃化合物
XRF仪器的默认测量条件是计算侦测到的金L-β线(能量11.4 keV)的金X-Ray数量。这是因为金L-α峰与铜层的X-Ray峰重叠。在XRF分析中,尽量避免重叠可能造成的干扰,因此通常选择分析金L-β线。当在铜或铜合金基板进行电镀时,通常情况下,金L-β峰没有干扰。然而,印制电路板样品中,有相当大概率检测到环氧基板上辐射的一些溴的X-Ray。由于正比计数器X-Ray探测器能量分辨率差,能量为11.9 keV的溴K-α会产生一种与通常较可靠的金L-β峰重叠或干扰的光谱峰。
通常情况下,溴X-Ray强度会很低,因为溴X-Ray必须得穿过铜、镍、金层才能到达探测器并被计数。由于这些金属层的屏蔽,溴X-Ray强度会显著减少,导致只有一个很小的轻微的溴峰强度。但浸金层通常都非常的薄,它只会产生低强度的金L-β峰,这个小的溴X-Ray强度对金峰强度的贡献,如果不进行修正,影响是非常明显的。因为溴对金峰值强度的贡献相比于金峰强度本身,是大致相同的数量级或更大的水平。
对于金的测量,当测量厚度在0.05μm-0.13μm[2-5μin]范围的浸金层时,没有修正过的溴干扰,可能对任何一处增加几个亚微米或微英寸到零点几微米或几十微英寸。因此,例如金的实际厚度为0.1μm[4μin],如果溴的干扰没有考虑或修正,测量值可能是0.15μm到0.25μm[6μin至10μin]或者更大。测量误差的大小将主要取决于铜层的厚度(更薄的铜层将导致更大的金的测量误差)、环氧树脂中的溴化合物的量、X-Ray束的空间分辨率和相对于被测电镀区域的位置。
实际上,XRF仪器已提供峰值去卷积软件。该软件将允许仪器分解复合的金+溴峰到各自的组成部分。因此,这使得从溴的干扰贡献中独立提取出金L-β峰强度信息成为可能。对于PCB板浸金的精确测量,使用峰值去卷积程序是可靠的做法。并在许多情况下,对于金层厚度测量精确度最大化是至关重要的,它可以最大限度地提高金厚度测量的准确性。应该指出的是,如果没有修正溴的干扰,会导致在测量金厚度时出现的较大误差,同样也会造成在金下面的镍厚度测量的误差。
对于这部分误差,iEDX150WT仪器除了在软件上使用去卷积算法外,还使用SDD探测器,该探测器分辨率远高于正比计数器(PC)探测器,能直接分辨溴Kα峰与金的Lβ峰,从源头上消除这部分的干扰误差。
2.化学镀镍层中磷含量
在电镀过程中,由于电镀厂使用的药水不同,电镀后镀层中的磷含量也是不同的。如果样品的磷含量小于校准标准,化学镀镍厚度的测量将会偏高。如果样品的磷含量大于校准标准,化学镀镍厚度的测量将会偏低。若样品中磷的含量是已知的,是可以对测量数据进行修正。iEDX-150WT软件允许用户输入已知镍层中磷含量的百分比,并将自动修正测量的厚度。
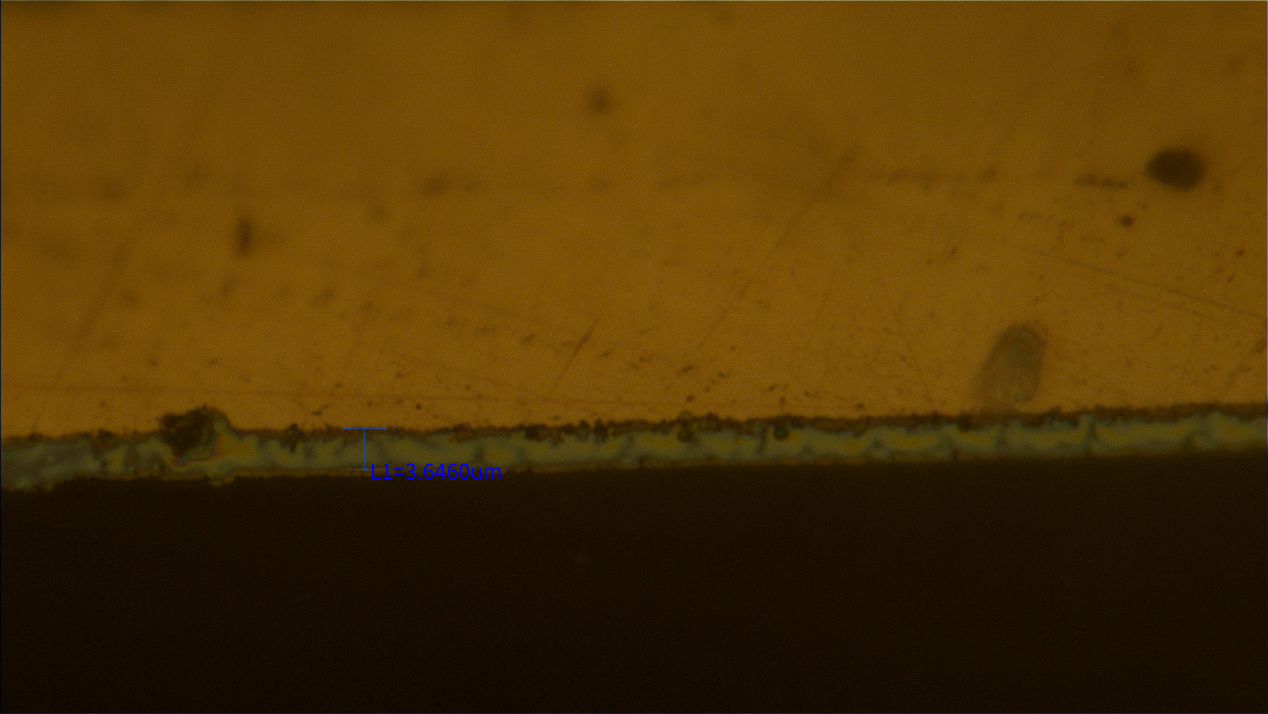
被认证过的标准片(使用假定的密度值)和浸镀层之间的密度差异会影响厚度测量的计算。这种不同可能是由沉积层晶体结构的差异或孔隙度的变化导致的。在这种情况下,如果不使用密度校正补偿,XRF厚度测量结果将会和使用其他技术的测量结果存在差异。针对这个问题,善时仪器会根据客户需求,提供密度补偿服务。即可通过切片方式直接获取镀层真实数据,用以修正误差。
五、善时呈现优质的解决方案满足规范
由于X射线荧光分析仪在硬件配置上不同,上述因素对测量结果真实性相互之间差异较大。通常来说,X射线源和探测器选择上的不同,所测量的结果也不同。
使用善时仪器旗下的X射线荧光镀层厚度分析仪,型号:iEDX-150WT,对印制板的浸镍/金厚度进行测量,测量时间分别为5、15、30、60秒,测试次数为30次。iEDX-150WT镀层测厚仪使用钼靶X-Ray源,SDD探测器,分辨率为125±5eV。配合使用0.3mm准直器时,测量稳定性与准确性小于5%。因为其高分辨率的特性,iEDX-150WT不需要额外的滤波器去除干扰,测量结果更接近于真实值。与同类型产品相比,iEDX-150WT使用时无需预热与能量校准,即开即测。
测量数据
|
类别 |
镀层镍Ni厚度μm |
镀层金Au厚度μm |
||||||
|
测量时间(s) |
5 |
15 |
30 |
60 |
5 |
15 |
30 |
60 |
|
1 |
3.597 |
3.642 |
3.632 |
3.624 |
0.028 |
0.027 |
0.027 |
0.027 |
|
2 |
3.633 |
3.600 |
3.615 |
3.619 |
0.031 |
0.026 |
0.026 |
0.027 |
|
3 |
3.635 |
3.615 |
3.619 |
3.607 |
0.032 |
0.026 |
0.027 |
0.026 |
|
4 |
3.604 |
3.623 |
3.624 |
3.611 |
0.030 |
0.027 |
0.027 |
0.027 |
|
5 |
3.618 |
3.621 |
3.607 |
3.611 |
0.029 |
0.027 |
0.026 |
0.027 |
|
6 |
3.670 |
3.603 |
3.616 |
3.606 |
0.029 |
0.028 |
0.026 |
0.026 |
|
7 |
3.638 |
3.610 |
3.645 |
3.604 |
0.028 |
0.028 |
0.026 |
0.026 |
|
8 |
3.602 |
3.635 |
3.614 |
3.607 |
0.027 |
0.027 |
0.027 |
0.027 |
|
9 |
3.599 |
3.627 |
3.611 |
3.613 |
0.030 |
0.027 |
0.027 |
0.027 |
|
10 |
3.635 |
3.614 |
3.638 |
3.609 |
0.030 |
0.028 |
0.027 |
0.026 |
|
11 |
3.604 |
3.603 |
3.634 |
3.613 |
0.031 |
0.027 |
0.027 |
0.026 |
|
12 |
3.613 |
3.619 |
3.613 |
3.622 |
0.032 |
0.027 |
0.026 |
0.027 |
|
13 |
3.653 |
3.612 |
3.616 |
3.612 |
0.030 |
0.026 |
0.027 |
0.026 |
|
14 |
3.651 |
3.629 |
3.623 |
3.617 |
0.028 |
0.027 |
0.027 |
0.027 |
|
15 |
3.622 |
3.613 |
3.627 |
3.599 |
0.028 |
0.027 |
0.027 |
0.026 |
|
16 |
3.625 |
3.619 |
3.628 |
3.602 |
0.028 |
0.027 |
0.026 |
0.026 |
|
17 |
3.595 |
3.621 |
3.604 |
3.626 |
0.029 |
0.027 |
0.027 |
0.027 |
|
18 |
3.596 |
3.622 |
3.611 |
3.612 |
0.027 |
0.026 |
0.026 |
0.026 |
|
19 |
3.593 |
3.613 |
3.597 |
3.601 |
0.028 |
0.027 |
0.027 |
0.026 |
|
20 |
3.602 |
3.600 |
3.627 |
3.601 |
0.027 |
0.026 |
0.026 |
0.026 |
|
21 |
3.595 |
3.607 |
3.616 |
3.615 |
0.028 |
0.027 |
0.027 |
0.026 |
|
22 |
3.610 |
3.613 |
3.620 |
3.599 |
0.031 |
0.028 |
0.028 |
0.027 |
|
23 |
3.635 |
3.637 |
3.621 |
3.609 |
0.031 |
0.027 |
0.026 |
0.026 |
|
24 |
3.620 |
3.609 |
3.628 |
3.605 |
0.028 |
0.026 |
0.026 |
0.027 |
|
25 |
3.637 |
3.613 |
3.630 |
3.610 |
0.029 |
0.025 |
0.026 |
0.026 |
|
26 |
3.635 |
3.595 |
3.610 |
3.603 |
0.029 |
0.029 |
0.026 |
0.027 |
|
27 |
3.637 |
3.613 |
3.606 |
3.602 |
0.030 |
0.026 |
0.026 |
0.027 |
|
28 |
3.592 |
3.617 |
3.613 |
3.620 |
0.029 |
0.025 |
0.026 |
0.027 |
|
29 |
3.584 |
3.614 |
3.619 |
3.600 |
0.028 |
0.027 |
0.027 |
0.026 |
|
30 |
3.626 |
3.605 |
3.622 |
3.595 |
0.028 |
0.027 |
0.028 |
0.027 |
|
平均值 |
3.619 |
3.615 |
3.620 |
3.609 |
0.029 |
0.027 |
0.027 |
0.027 |
|
标准偏差 |
0.022 |
0.011 |
0.011 |
0.008 |
0.0014 |
0.0009 |
0.0006 |
0.0005 |
|
CV% |
0.595% |
0.307% |
0.293% |
0.222% |
4.972% |
3.258% |
2.336% |
1.919% |
|
最大值 |
3.670 |
3.642 |
3.645 |
3.626 |
0.032 |
0.029 |
0.028 |
0.027 |
|
最小值 |
3.584 |
3.595 |
3.597 |
3.595 |
0.027 |
0.025 |
0.026 |
0.026 |
|
范围 |
0.086 |
0.047 |
0.048 |
0.031 |
0.005 |
0.004 |
0.002 |
0.001 |
Ni标称值:3.646μm
六、量具能力、量具的可重复性和可再现性类型研究
目标:对于一个给定公差的值,用测量值的重复性和平均值,来检验量具的能力。
• 量具能力最好用校准过的参考标准矫正,而其参考值接近在公差范围的中间位置。
• 上面定义的测量点,参考标准是在可重复的条件下被测量次数n≥25。
• 对于测量标准的上规格极限和下规格极限(USL和LSL):T=USL-LSL
• 测量标准只有一边的规格极限(USL或LSL):T是不存在的。在这种情况下,允许测量值低于USL-4s或高于LSL+4s。
• 参考标准值应该在USL或LSL的±10%。
• 如果要计算出量具能力指数。使用下面的公式。检查仪器能力是通过Cg和Cgk值。这些被定义为:
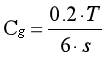
量具能力:
T=公差,s=标准偏差,xm =平均标准,x=测量平均值。
注:如果Cg≥1.33 且Cgk ≥1.33,此量具是合格的。
|
镍的量具能力指数 |
||||
|
时间(s) |
5 |
15 |
30 |
60 |
|
Cg |
4.545 |
9.091 |
9.091 |
12.500 |
|
Cgk |
4.136 |
8.152 |
8.303 |
10.958 |
|
金的量具能力指数 |
||||
|
时间(s) |
5 |
15 |
30 |
60 |
|
Cg |
1.667 |
1.667 |
1.667 |
1.667 |
附注:因无法提供镀层金的标称值,故无法计算镀层金的Cgk值
根据测量的数据以及计算的结果我们可以得出:在使用SDD探测器,从选择不同测量时间角度分析,选择测量时间为60s时,镍和金重复性最高,标准偏差最小。从量具能力指数并结合测量时间分析,当测量时间为5s时,镀层镍Cg:4.545,Cgk:4.136。满足Cg≥1.33 且Cgk ≥1.33的量具要求;镀层金Cg:1.667,符合Cg≥1.33的量具要求。通过不同条件下测试得出的数据,验证了仪器良好的检测能力。但在实际测量中,过长的测量时间不仅降低X射线管的寿命,而且检测工作效率低。因此,在实际应用过程中,结合自身工艺条件和测量要求,选择对应的测量时间。
七、善时仪器
深圳市善时仪器有限公司是一家集仪器研发、制造,系统集成于一体,为矿山、环保、化工、印制电路板、金属加工、机械与电子制造等行业提供全方位原料成分检测解决方案的高新技术企业。公司以高水平检测技术,软件技术为主的发展方向,相继推出了二十余种X荧光分析仪检测设备和扫描电子显微镜设备,覆盖政府安全,土壤环境检测,食品药品安全等领域对成分检测的需求。为企业降低成本、耗材,提高产品质量,增强企业核心竞争力做出了杰出贡献。近年来,善时仪器运用物联网,大数据,移动互联等新兴技术,结合善时仪器多年积累的仪器应用经验,为省级以上实验室自动化改造提供了智能化的解决方案,推动行业产品技术转型升级,为国民经济快速增长,发挥出越来越重要的影响。

